
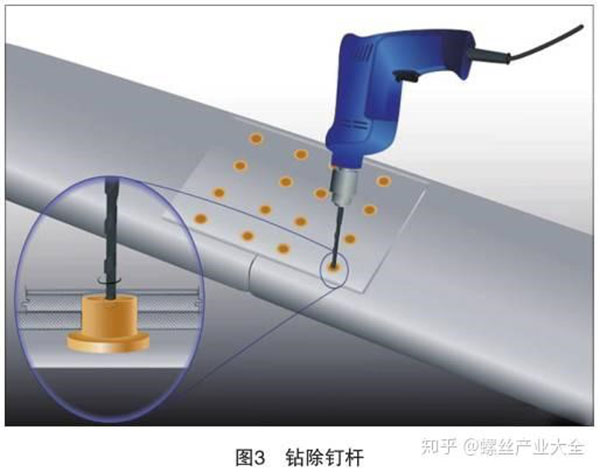
Процесс клепки требует высокой точности, особенно контроля деформации во времяпроцесс клепкиявляется ключом к процессу клепки.

Процесс клепки аналогичен процессу свободной ковки, по сути, это процесс формирования головки заклепки под действием внешних сил, который представляет собой процесс использования давления клепки для уменьшения высоты вала штифта и увеличения диаметра. чтобы сформировать головку заклепки.
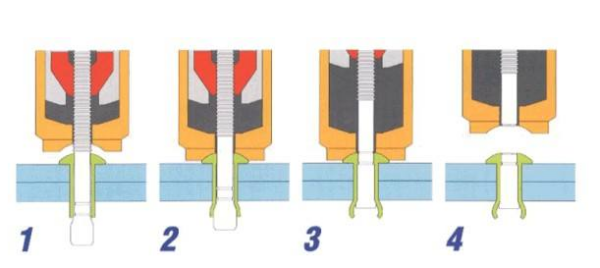
Под действием внешних сил заклепка подвергается пластической деформации, в результате чего стержень заклепки расширяется и утолщается.Это расширение оказывает давление на отверстие, заставляя его расширяться.Процесс формирования головки заклепки оказывает существенное влияние на клепательную деформацию и усталостные характеристики клепальной конструкции.после завершения клепки.
Была проанализирована тенденция течения металла в процессе клепки заклепочной головки: если верхняя и нижняя клепальные матрицы представляли собой твердые тела, то верхняя матрица прилагала клепающую силу F к заготовке заклепочной головки во время процесса клепки, и между верхними клепальными головками действовала сила трения f. и опустите плашки и контактную поверхность заготовки головки заклепки, тогда высота заготовки уменьшится, а поперечное утолщение увеличится под действием давления клепального плунжера и силы трения, а объем средней части заготовки увеличится быстрее, чем конец заготовки в процессе формирования головки заклепки. Это эффект трения, образующий форму талии барабана.
 Следовательно, если поперечное сечение заготовки используется для представления направления потока металлических частиц, то это радиационный поток металлических частиц от центра поперечного сечения к окружающим областям.Закон минимального сопротивления может быть применен для анализа картины течения частиц при формовке металлопластиков.При пластической формовке, когда существует несколько возможных направлений движения металлических частиц, они движутся в направлении минимального сопротивления.
Следовательно, если поперечное сечение заготовки используется для представления направления потока металлических частиц, то это радиационный поток металлических частиц от центра поперечного сечения к окружающим областям.Закон минимального сопротивления может быть применен для анализа картины течения частиц при формовке металлопластиков.При пластической формовке, когда существует несколько возможных направлений движения металлических частиц, они движутся в направлении минимального сопротивления.
Если сила трения верхней матрицы, действующая на торец заготовки, равна f, поскольку сопротивление трения частиц на контактной поверхности, стекающих на Свободную поверхность, пропорционально расстоянию между частицами и Свободной поверхностью, тем короче Чем дальше от свободной границы, тем меньше сопротивление, и частицы металла должны течь в этом направлении.
Время публикации: 12 июля 2023 г.